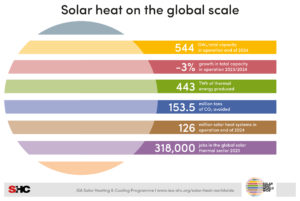
Radically new design of a concentrating collector in an inflatable tube
August 21, 2023
Conventional parabolic trough collector design and operation present numerous costly challenges: bearing foundation pylons must be robust while remaining mobile, the concentrator’s curved mirrors and receivers require optimal alignment, and the mirrors have to be cleaned regularly. The use of silver-glass or coated aluminium mirrors, established as an industry standard, exposes the industry to supply chain restraints. Heliovis from Austria has taken the plunge in challenging this approach with a new sheltered concentrator technology, the Heliotube, in which the mirrors are made of polymer films. The photo shows the first industrial-scale plant in Spain, installed in early 2017.
Photo: Heliovis
The Heliotube is an inflatable cylindrical concentrator with a radically new design. Three plastic films, a sturdy structural film, a transparent ETFE (Ethylene tetrafluoroethylene) film and a reflective mirror film, form a pressurized tunnel-like structure supported by motorized steel rings. Through the transparent film on the top, the sunlight can enter the solar collector and is reflected by the mirror film. According to the supplier, the reflectivity of the mirror film is 93 %.
After inflation, the mirror film divides the concentrator into two air-tight chambers and a “small air-pressure difference between the top chamber and the bottom chamber arches the mirror film downward”, according to Heliovis. Caspar von Moy, Chief Commercial Officer of Heliovis, explained that “a surprisingly small pressure of only around 3 mbar is required to create a very stable, robust, drum-like structure”. Two air fans mounted on the edges of the collector occasionally top up the air, as very little escapes due to the low operating pressure.
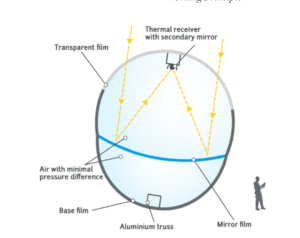
Schematic drawing of the Heliotube. The upper part of the tube is made from ETFE film with a transparency of 91.8 % confirmed by a third-party research institute. Steel rings hold the structure from the outside and an automated tracking system turns the entire tunnel to follow the sun. Source: Heliovis
The curved reflective channel running lengthwise through the tube concentrates the sun rays onto a thermal receiver line enclosed in the upper chamber. A secondary mirror helps to optimize efficiency. By continuously monitoring and adjusting the pressure differential using an algorithm-based, fully automated system, optimal focus onto the receiver is ensured. According to von Moy, the company uses commercially available linear evacuated receivers.
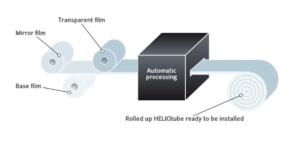
Scheme of the roll-to-roll serial manufacturing unit in Austria with which the polymer structure of the Heliotubes is produced. Source: Heliovis
In 2015, six years after the founding of the company, Heliovis obtained a grant under the EU Horizon 2020 programme, allowing the launch of its first industrial demonstrator in Spain. The pre-commercial SHIP project has been running since 2017 and supplies the Mercajucar mushroom farm near Albacete with hot water at 80°C/120°C.
A maximum-size collector with a length of 220 m and a diameter of 9 m was deployed, totalling an aperture area of 1,543 m2. According to Heliovis, this makes the Heliotube the biggest homogeneous mirror concentrator, with a capacity of 0.9 MW. The collector is able to provide thermal energy in the temperature range from 90 °C to 550 °C.
Coiled Heliotube is transported in a standard container
The simplified manufacturing of the collectors is undeniably the most significant advantage of the technology. The different polymer films are joined together in a low-cost, roll-to-roll mass production process in the factory in Austria. Using low-cost materials and transferring a large part of the assembly work off-site and into an industrial environment, a significant CAPEX reduction is achieved, according to the producer. “We have developed a solar collector that replaces the conventional parabolic trough mirror of CSP and is designed to drive down cost at each stage of the value chain to around 90 EUR per m2 of mirror surface,” Heliovis Chief Financial Officer Wolfram Krendlesberger told Solarpaces in 2020.

Construction of the steel rings on site (left) takes place before unloading the coiled collector (right). All components are designed for standard logistics. A full-size collector with a length of 220 m length and a diameter of 9 m can be shipped in one standard 40-foot container.
Photos: Heliovis
Major operational efficiency gains on a first commercial project
On the client’s side, the new technology simplifies installation and operations. A simple steel and aluminium structure is set-up onsite before the pre-manufactured plastic tube is drawn-in and inflated, which significantly reduces total construction time. Heliovis also claims a 20 % reduction of OPEX due to the convex structure of the tube, whose transparent Teflon-like film can be cleaned with pressurized air, reducing water consumption. “Since you can rotate the tube through 360°, the transparent film becomes easily accessible for the cleaning procedure close to the ground”. In the case of damage, various repair procedures have been developed and refined over the years in which Heliovis has operated the pilot installation in Spain. Should the polymer structure be damaged beyond repair by some freak accident, it can even be replaced by a new one within a few days.
Heliovis has designed its systems to be modular. “Our market entry strategy will work perfectly if we deliver solar fields in a range between two and 50 collectors”, Krendlesberger is quoted as saying in the Solarpaces interview mentioned above. The technology’s deployment is price-effective for both small-scale applications and utility-scale projects in which multiple tubes are connected to form a solar thermal power plant.
A first milestone towards mass commercialization of the technology was achieved in November 2022 with the signing of a commercial contract between Heliovis and ARA Petroleum from Oman to power a desalination plant for the treatment of formation water. According to a press release by Heliovis from November 2022, a 1,715 m2 plant consisting of two custom-sized collectors with a length of 122 m each is expected to start full operations on the oilfield of Qarat al Milh by the end of the year and will produce up to 140 m³ of freshwater per day. As the project EPC, Heliovis is working together with US-based company Trevi Systems to integrate the Heliotube into Trevi’s forward and direct osmosis processes.
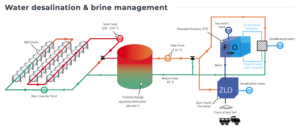
Scheme of a forward-osmosis-based water desalination system powered by Heliotube collectors. Source: article on Solarpaces from February 2020
This first desalination project will allow the demonstration of the inflatable collector in a technical industry and under the harsh desert conditions of central Oman. With multiple projects in the pipeline, Heliovis is gaining traction with clients from the oil and gas industry, the beverages industry and other industries. The company envisions sales in the solar sun belt north and south of the equator, targeting regions with annual Direct Normal Irradiation levels of at least 1,800 kWh/m2 from Southern Europe to Australia, the Americas and the MENA region.
Websites of organizations mentioned in this news article:
Heliovis: https://heliovis.com
Trivi Systems: https://www.trevisystems.com
Ara Petroleum: https://arapetroleum.com
Solarpaces: https://www.solarpaces.org/